So I'm the madman that does printing with PEEK. I've been using it at 395C for a while now, and its mostly alright, but the layer adhesion is really terrible, so I'm looking to go up to 415C, but it seems Simplify3d limits it to 400C.
Is there/will there be a way around this, or do I need to edit the GCODE directly?
Re: Going beyond 400C.
Hi Can you please show some useful info about print peek,Especially how to make the first layer stick on the plate,Its very important.
And i have tried many ways ,But failed again and again .
So can you please show some useful info.
Best regards
Evan
And i have tried many ways ,But failed again and again .
So can you please show some useful info.
Best regards
Evan
Re: Going beyond 400C.
Version 4.0 now allows you to set extruder temperatures up to 500C, so you should be able to print with PEEK much better now!
Re: Going beyond 400C.
Whoo! Feature Added! I Helped!Evan wrote:Hi Can you please show some useful info about print peek,Especially how to make the first layer stick on the plate,Its very important.
And i have tried many ways ,But failed again and again .
So can you please show some useful info.
Best regards
Evan
PEEK is pretty far into no-man's land when it comes to printing, and there isn't much info out there about it, so much of what I know is random stuff I have found out through my own testing.

I'm printing on an old E3D V6 hotend, drilled out, to fit a 70W heater, a 304 stainless steel 0.4mm nozzle, and using a B3 innovations 500C thermistor, because the new V6 has a slide-in thermistor, you need either an old heating block with the screw connector, or you need to drill and tap an M3 in it yourself. I'd offer the thermistor table, but because of how NTC thermistors work (the higher the temperature, the less ability to sense a change, especially on a 10 bit ADC like the Arduino Mega's), the variations in my two different thermistors were enough I had to rewrite it for both.
I'm running it at 395C with moderate success on a PEI bed at 130C at a whopping 5mm/s. As for bed adhesion, it seems to be an all or nothing game. If you aren't close enough to the bed, or the bed is'n hot enough, not only will the PEEK peel off, but most of the time it will just blob up on the nozzle. if you are too close, since the PEI melting temperature is actually less than the PEEK, the bed will melt and physically bond to the part, and it will never come off. if you get the distance right, However, if you get the distance right, it will stick well, and even printing the NIST Test artifact at 100x100mm, it never peeled up, not even a little bit. However, the propeller did peel up a little at the corners.
I don't suggest a raft, because even with a lot of layer separation, PEEK bonds to itself worse than PETG, and its also 3 times stronger than PETG, so even a knife wont be able to cut it.

As for quality, I've noticed a few things:
- Straight up and down components are great (look at the tips of the propellers and the sides of the NIST part.)
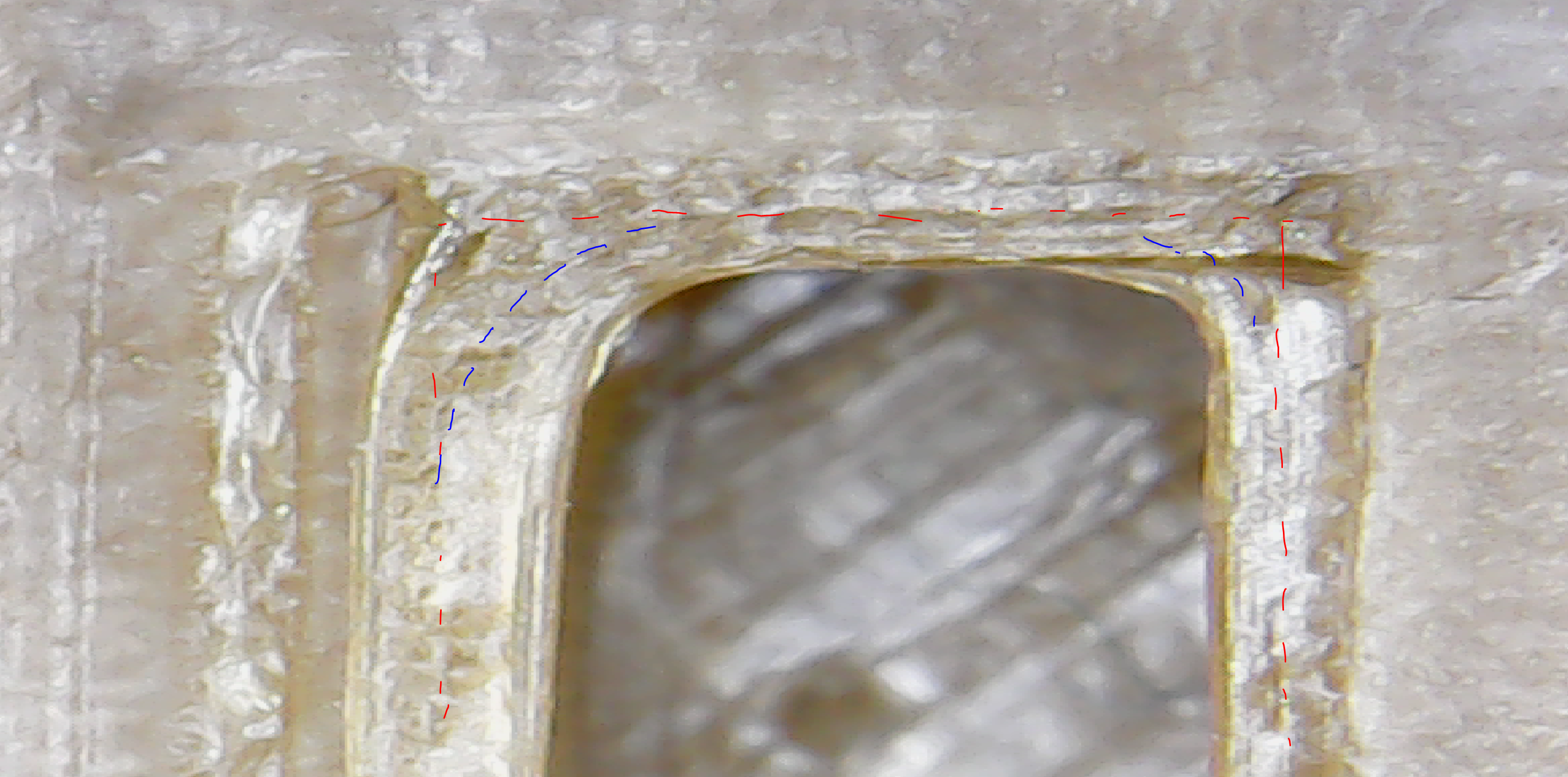
- Sharp corners are terrible. Look at this microscope image of the largest rectangular cutout of NIST part; it almost pushes the plastic around the corner:
- Nozzle sizes don't behave quite right. using a .4mm nozzle, and a 0.5mm line width, it looks like the actual line width is closer to 0.4mm, resultiing in incomplete infill. I don't know exactly why this is happening, but it may have to do with the extruder not being able to "bite" the tough filament enough to prevent it from slipping on the drive wheel.
I don't know that much beyond that, but I'm doing more experimentation.
Let me know if you have any more questions.
Re: Going beyond 400C.
Also, If only to document it, I found a workaround that I'm not sure is a bug or not, but I appreciate it, since nowadays I'm working with molten aluminum at 700CJasonCS wrote:Version 4.0 now allows you to set extruder temperatures up to 500C, so you should be able to print with PEEK much better now!
As of version 4.0, Under the Extruder Temperature settings, if you go to the temperature box, you cannot type in a number higher than 500C. However, if you double click the temperature in the setpoint chart, you can edit it, and you can make it ANY value you want.
It's actually really useful if you want to set the temperature below 0C (if you are working on an Ice printer, which I've seen), or the Aluminum I'm trying to make work at 700. However, it would be very easy to try and set your temperature to 255, and accidentally send it to 2555 and heat it into oblivion. The Max temperature in the firmware should catch it, but who really knows?
As a suggestion to the developers, I think this functionality should be left in the program to allow more control over experimental systems, but if the temperature is below 0C or above 300C, it should have a "This is outside normal operating temperatures for most printers, are you sure?" popup. That cant be too hard to add in, and it doesn't put arbitrary limits on experimental machines.
Re: [ADDED] Going beyond 400C.
Aluminum?? That seems really difficult, given how it's always coated with an oxide layer. Or are you printing in an oxygen-free atmosphere, too? 
Re: [ADDED] Going beyond 400C.
Haven't gotten there yet. I'm just pumping a steel block with 1.5 kW of induction power in hopes it will melt aluminum wire (I'm at 600C, just need another 100C!). Once that works, I'll head for controlled extrusion, then figure out how to handle oxidation.lutorm wrote:Aluminum?? That seems really difficult, given how it's always coated with an oxide layer. Or are you printing in an oxygen-free atmosphere, too?