Post your settings here. I'll post mine up after this print finishes. Toying with 4000mm/min. I had it at 5000 but some small objects come out with details smeared. The extruder just isn't good enough. I'm cutting the time down by 80% for most prints vs the stock xyz software.
I'm using red and black filament in case it matters. The white printed really badly, good thing it only came with 300g.
Fast print: 0.2mm layer, 5000mm/min on 0.4mm extrusion width
Medium print: 0.2mm layer, 4000mm/min on 0.3mm width
Fine print: Haven't configured it. I use this for rapid prototyping, I can't wait 8 hours for a 100% perfect object when I can print an acceptable one in 80 minutes

Re: XYZprinting Davinci 1.0
I don't personally have an XYZ, but from what I heard you need a modified version of the xyz software in order to run gcode prints?
-
KeyboardWarrior

- Posts: 480
- Joined: Thu Jun 19, 2014 5:02 pm
Re: XYZprinting Davinci 1.0
After saving your Simplify3D Gcode. Make sure to open it in a text-editor and Find/Replace the G0's with G1's. Da Vinci printer doesn't read G0 commands, but if you change them to G1 they will still work because of the way that Simplify3D exports the Gcode.chath wrote:Post your settings here. I'll post mine up after this print finishes. Toying with 4000mm/min. I had it at 5000 but some small objects come out with details smeared. The extruder just isn't good enough. I'm cutting the time down by 80% for most prints vs the stock xyz software.
I'm using red and black filament in case it matters. The white printed really badly, good thing it only came with 300g.
Fast print: 0.2mm layer, 5000mm/min on 0.4mm extrusion width
Medium print: 0.2mm layer, 4000mm/min on 0.3mm width
Fine print: Haven't configured it. I use this for rapid prototyping, I can't wait 8 hours for a 100% perfect object when I can print an acceptable one in 80 minutes
G0 are rapid movements. So if you don't change them to G1 your print won't have rapid movements and you'll get a ton of stringing.
Re: XYZprinting Davinci 1.0
thanks a lot for the tip. i will try it today. i got some consistent printing but if that g0->g1 thing works, i'll spend another cartridge dialing it in even more. you are right about the stringing. do you know of the maximum rapid it will accept? i tried up to 9000 but at some point it just started ignoring the rapid movements altogether. i think it's on 6400 now, i'll play with it after this print finishes.
i had some bed adhesion issues today so i was calibrating all day. only have issues on HUGE prints. towards the back of the bed it wouldn't adhere. from what i understand, the bed is attached with 4 posts. 3 are adjustable. the non-adjustable is at 250 offset. so aiming for 250 calibration is ideal. unfortunately the tolerance on the calibration process is pretty loose. i can't dial it in to +-3 like i'd like. it seems to accept +-10 which isn't good enough for me. at one point i had it printing fine on the bare glass for 30 prints without a false start. no tape or glue needed.
now it's at 270 offset, i want it at 260 or 250 but i can't see the individual results to see which one needs a slight adjustment.
i had some bed adhesion issues today so i was calibrating all day. only have issues on HUGE prints. towards the back of the bed it wouldn't adhere. from what i understand, the bed is attached with 4 posts. 3 are adjustable. the non-adjustable is at 250 offset. so aiming for 250 calibration is ideal. unfortunately the tolerance on the calibration process is pretty loose. i can't dial it in to +-3 like i'd like. it seems to accept +-10 which isn't good enough for me. at one point i had it printing fine on the bare glass for 30 prints without a false start. no tape or glue needed.
now it's at 270 offset, i want it at 260 or 250 but i can't see the individual results to see which one needs a slight adjustment.
Re: XYZprinting Davinci 1.0
hi, here is a batch file.
condition:
batch file is located in a folder with your GCODE files. i usually have S3D export to the gcode folder.
the last modified file in this folder will be edited
what happens:
last modified file will automatically have G0 replaced with G1 and saved
steps:
save the text in notepad as "replace.bat" and make sure it has .bat extension, sometimes it will put .bat.txt
export gcode
run batch file
import to xyz software
condition:
batch file is located in a folder with your GCODE files. i usually have S3D export to the gcode folder.
the last modified file in this folder will be edited
what happens:
last modified file will automatically have G0 replaced with G1 and saved
Code: Select all
@echo off
for /f %%i in ('dir /b/a-d/od/t:w') do set LAST=%%i
call:DoReplace "G0" "G1" %LAST% %LAST%
exit /b
:DoReplace
echo ^(Get-Content "%3"^) ^| ForEach-Object { $_ -replace %1, %2 } ^| Set-Content %4>Rep.ps1
Powershell.exe -executionpolicy ByPass -File Rep.ps1
if exist Rep.ps1 del Rep.ps1
REM echo Done
REM pausesave the text in notepad as "replace.bat" and make sure it has .bat extension, sometimes it will put .bat.txt
export gcode
run batch file
import to xyz software
Re: XYZprinting Davinci 1.0
yes there is a modified version that looks like it has debug mode enabled. it's on another forum. i dont know the rules here so i can't post a link. don't want to be bannedTenKOhms wrote:I don't personally have an XYZ, but from what I heard you need a modified version of the xyz software in order to run gcode prints?
Re: XYZprinting Davinci 1.0
chath wrote:thanks a lot for the tip. i will try it today. i got some consistent printing but if that g0->g1 thing works, i'll spend another cartridge dialing it in even more. you are right about the stringing. do you know of the maximum rapid it will accept? i tried up to 9000 but at some point it just started ignoring the rapid movements altogether. i think it's on 6400 now, i'll play with it after this print finishes.
i had some bed adhesion issues today so i was calibrating all day. only have issues on HUGE prints. towards the back of the bed it wouldn't adhere. from what i understand, the bed is attached with 4 posts. 3 are adjustable. the non-adjustable is at 250 offset. so aiming for 250 calibration is ideal. unfortunately the tolerance on the calibration process is pretty loose. i can't dial it in to +-3 like i'd like. it seems to accept +-10 which isn't good enough for me. at one point i had it printing fine on the bare glass for 30 prints without a false start. no tape or glue needed.
now it's at 270 offset, i want it at 260 or 250 but i can't see the individual results to see which one needs a slight adjustment.
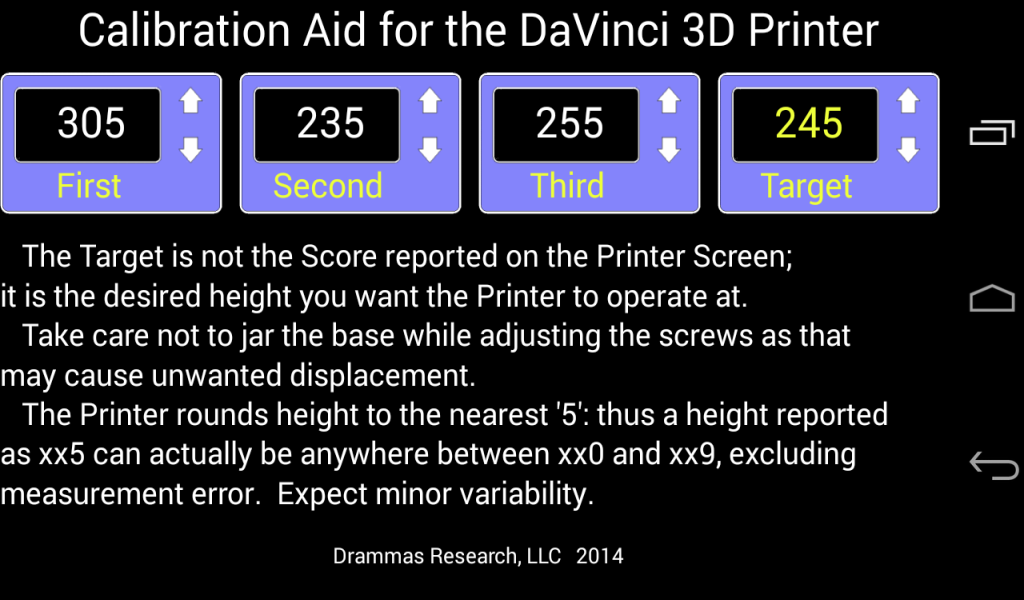
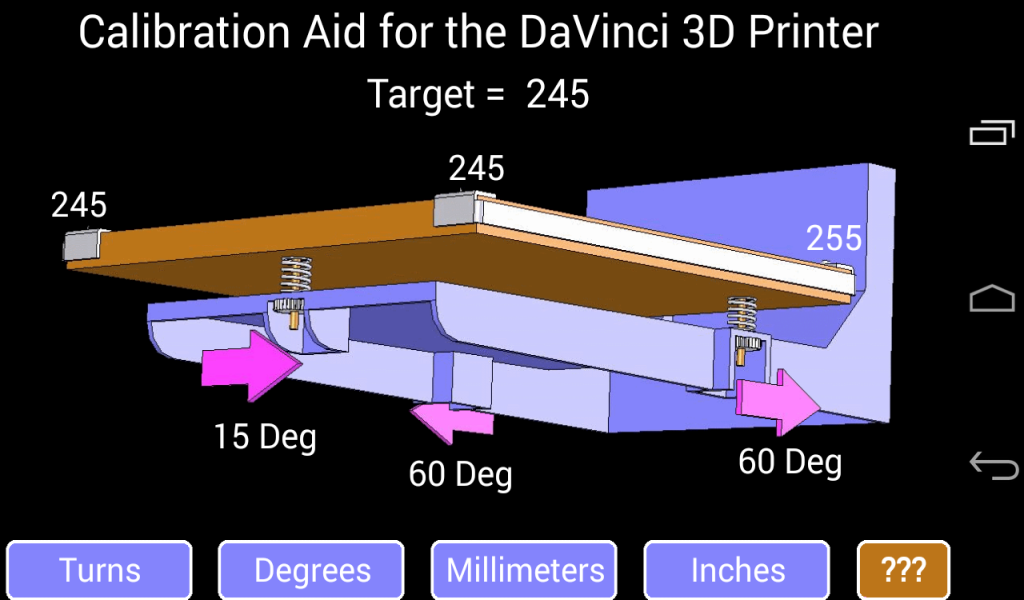
I am very new to all this, but found a small app on Amazon that was really useful, and managed to get mine at 250
http://www.amazon.com/Drammas-Research- ... B00LDBC7YC
Re: XYZprinting Davinci 1.0
thanks, that's really cool. so here's what i'm using right now
.4mm nozzle
.45mm width
.2mm retract
.4 vertical lift
-.05 extra restart distance
.2mm layer height
4000mm/s speed
30% outer layer reduction
35% first layer speed
94% first layer height
2000mm/s retract
2000mm/s z speed
9000mm/s rapids
3 shells, 3 top, 3 bottom
40% infill
support:
2 layer spacing from top
1 space from bottom
72 degree overhang
10% infill
rectilinear
misc:
print islands sequentially
force retract between layer
minimum 3mm movement for retract
only retract when crossing open spaces
2% infill overlap
.93 extrusion multiplier
im still tuning the retracts, the above is from memory.
oh and im using a .80mm offset skirt 5 layers wide, 5 layers tall to prevent corner lifting up
NOZZLE WIPE 5mm
if theres a checkbox for forcing more nozzle wipes then make sure it's checked. i think it says "only wipe nozzle on external layer" or something, uncheck that so it wipes it a lot
.4mm nozzle
.45mm width
.2mm retract
.4 vertical lift
-.05 extra restart distance
.2mm layer height
4000mm/s speed
30% outer layer reduction
35% first layer speed
94% first layer height
2000mm/s retract
2000mm/s z speed
9000mm/s rapids
3 shells, 3 top, 3 bottom
40% infill
support:
2 layer spacing from top
1 space from bottom
72 degree overhang
10% infill
rectilinear
misc:
print islands sequentially
force retract between layer
minimum 3mm movement for retract
only retract when crossing open spaces
2% infill overlap
.93 extrusion multiplier
im still tuning the retracts, the above is from memory.
oh and im using a .80mm offset skirt 5 layers wide, 5 layers tall to prevent corner lifting up
NOZZLE WIPE 5mm
if theres a checkbox for forcing more nozzle wipes then make sure it's checked. i think it says "only wipe nozzle on external layer" or something, uncheck that so it wipes it a lot
Re: XYZprinting Davinci 1.0
hi, 0.3mm retract is my final value with the above settings. 0.4mm too much, 0.2mm too little. 0.3mm is perfect
this is the setting for the filament retract. i have the vertical lift at 0.4mm still.
this is the setting for the filament retract. i have the vertical lift at 0.4mm still.
Re: XYZprinting Davinci 1.0
hi, changed extra restart to -.02
