I recently purchased Simplify3D. So far I like it. But I'm having an issue with the top layer.
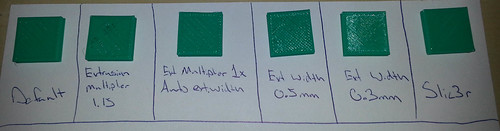
Is there a way to change the top infill settings? Anything that is solid just doesn't seem to be extruded as thick as it should be. I'm printing PLA and changed the filament multiplier to 1.0. The filament diameter is correct as well. I can't find any other settings to increase this other than just upping the filament multiplier even more. I actually went up to 1.15 for the multiplier and that was enough to cause the extruder to skip at times on the top fill...but there were still gap even in the areas it wasn't skipping For comparison here's a block that I printed with Simplify3D (left) and one i sliced with Slic3r (right). On the Simplify3D one you can easily see between the top layers where the Slic3r one is solid. Slic3r has the ability to slow down on the top infills (which I do) and Simplify3D doesn't seem to have this option so maybe that is something? The bottoms look pretty good, with no noticeable gaps..
I've been making adjustments to the Replicator 1 Dual profile in Simplify3D and printing from SD. Printing on a FlashForge Creator at 190C/60C at 4800mm/min
Why don't you post your settings. I'm sure this is an easy fix.
The top infill is always 100%. There's no way to modify that. I have a feeling this is more likely related to your choice of layer height, infill percentage, and the number of top solid layers.
I'm using the default Replicator 1 Dual (Right Extruder) profile with a couple of modifications, I've pulled out the start and stop GCode to reduce the overall size a little. In a nutshell I'm using 2 top and bottom layers with 2 perimeters and the infill varies but generally between 10 and 20%:
I would double the number of top solid layers that you are using. It's pretty unlikely that you will get a perfectly filled in top layer when you only have 2 solid layers on top of 20% infill. Either add more top solid layers of increase the infill percentage so it supports the roof better
According to your setting:
a. As I can see that Printing using PLA which is very easy to drop use at least 3-4 top layer.
b. Slicer maybe use about at least 3layer but you don't notice it.
c. Based on experience with another slicer (MW, Slicer, etc) Printing 15% to 25% Infill - I have to use minimum 1mm thick for the roof. even with ABS I have to use 10 perimeter when printing @ 0.1mm Z Layer Height and 20% infill.
d. Slow down the speed is not solution printing in PLA. Use big desktop fan dan direct blow to the model. It helps solid bridging.
Did you find out whats causing this? I am experiencing the same problem now on my Flashforge X (all 3 of them do the same sparse fill on the top layer)
I would also like to know if a solution was found. I have the same problem. If I use makerware I do get solid top layers so I know the problem isn't mechanical. Thanks,
I get sparse infill on top as well. When using makerware on my Flashforge I get rock solid top infill at 2 layers. I have to use 4 with Simplify3D to get same effect.
I came from using Cura on my Bukito and I see the same thing.
Cura uses a 1mm thick top layer, so I bumped my top layers to 10 (10 X 0.1mm = 1 mm)
The Bukito doesn't have a profile, so I wound up using "Other" and have been tweaking various settings.
I also bumped the Extrusion Multiplier from 0.90 to 1.00.
Cura has a flow percent set to 100%.
That improved things quite a bit. I attached 2 photos. In both photos, the part on the left was the default settings and the one on the right was with updated settings (both done in Simplify3D).
Extrusion Multiplier: Left 0.90 Right 1.00
Top Layers: Left 2 Right: 10
Perimeter Shells: Left: 1 Right: 2
Comparison 1
Comparison 2
It still doesn't seem to be as good as Cura (although I suppose I should print that piece in Cura to compare.
It's hard to get a solid top layer when you only have 2 solid top layers on top of 20% infill.
The person suggested two solutions:
1) add more top solid layers
2) increase the infill percentage so it supports the roof better