Hello
On another of my posts I'm talking about the G28 that does not run at the very beginning while specified in the early script slicer part.
On Cura we have full control over the first Gcode commands generated by the slicer with possible variables.
Why on S3D is not it the same?
Thank you for your answers
Re: start script not at the beginning
... because S3D use a Start Spript also as an Ending Script. (Tab Scripts in the Setting Window)statis wrote: ...
Why on S3D is not it the same?
Thank you for your answers
But if you have importet the printers profile the regular Start- Ending Script is existing and will be considered in the GCode when preparing to print .
Regards
horst.w
GER
Read this (and a lot of other threads:
https://forum.simplify3d.com/viewtopic.php?f=8&t=9100
Re: start script not at the beginning
Hello horst.w
I say, on the boot script tab I have my G28 command.
But it does not run first.
I do not want to know if it's normal, it should not be VS Cura which is a free software ...
S3D is more expensive than Kisslicer Pro and I have the right to expect not to have to rectify my Gcode files after every slicing ...
I do not know who is the very talented who made the profile for the K8200 but that was without knowing this machine that does not have an off-print area for the head.
On a K8200 to avoid having filament residues on the way to the beginning of printing there is only one good way, position the head with a command G28 (x / y / z -> 0) before to start the heating ...
If the profile of the K8200 is modifiable, it should be specified in the online help where are the configuration files for windows, mac os and linux, without that I need to waste time to pamper the users of a forum.
With the free version of Kisslicer I got a better surface condition than with S3D but you have to ask a lot of questions on their forum so I repeat, at the price of S3D I should not waste time on a forum ...
thank you for your reply
I say, on the boot script tab I have my G28 command.
But it does not run first.
I do not want to know if it's normal, it should not be VS Cura which is a free software ...
S3D is more expensive than Kisslicer Pro and I have the right to expect not to have to rectify my Gcode files after every slicing ...
I do not know who is the very talented who made the profile for the K8200 but that was without knowing this machine that does not have an off-print area for the head.
On a K8200 to avoid having filament residues on the way to the beginning of printing there is only one good way, position the head with a command G28 (x / y / z -> 0) before to start the heating ...
If the profile of the K8200 is modifiable, it should be specified in the online help where are the configuration files for windows, mac os and linux, without that I need to waste time to pamper the users of a forum.
With the free version of Kisslicer I got a better surface condition than with S3D but you have to ask a lot of questions on their forum so I repeat, at the price of S3D I should not waste time on a forum ...
thank you for your reply

{kind=link}
Re: start script not at the beginning
I hope I'm not wasting your time by suggesting you have a read of this post of mine where I explain how to use processes : https://forum.simplify3d.com/viewtopic. ... ess#p32468
Doug Kightley
Volunteer at the National Tramway Museum http://www.tramway.co.uk
Railway modeller and webmaster at http://www.talkingtgauge.net
Volunteer at the National Tramway Museum http://www.tramway.co.uk
Railway modeller and webmaster at http://www.talkingtgauge.net
Re: start script not at the beginning
...
Just the G28 is present in the backup profiles.
But this has no impact on the generated Gcode file, the G28 remains misplaced in the sequence of commands.
Example of correct header generated by Crafware free version:
; GCode generated by CraftWare
G28 X0 Y0
G28 Z0
M140 S100 ;set bed temp (no wait)
M109 S230 ;set head temp (wait)
Example of script configurable on Cura version free:
;Sliced at: {day} {date} {time}
Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
M104 S{print_temperature}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;M140 S55
;Put printing message on LCD screen
M117 Impression...
The list could be long, with all slicers G28 is in correct place, but with S3D NO
S3D = 0
...
hope<>S3D
Just the G28 is present in the backup profiles.
But this has no impact on the generated Gcode file, the G28 remains misplaced in the sequence of commands.
Example of correct header generated by Crafware free version:
; GCode generated by CraftWare
G28 X0 Y0
G28 Z0
M140 S100 ;set bed temp (no wait)
M109 S230 ;set head temp (wait)
Example of script configurable on Cura version free:
;Sliced at: {day} {date} {time}
Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
M104 S{print_temperature}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;M140 S55
;Put printing message on LCD screen
M117 Impression...
The list could be long, with all slicers G28 is in correct place, but with S3D NO
S3D = 0
...
hope<>S3D
Re: start script not at the beginning
Be happy with Kiss, Slice3r, Cura and others!
I push the button on my Mankati, choose "Home all Axes", push an other time the button and all problems are solved.
If you are not too lazy, write the G 28 command in front of all other commands in the Tab SCRIPTS > Startcode, than the printhead is running first to its zero-positions and than it begins to heat.
What do you want to have more? Thats are 2 or 3 mouse-cklicks and typing 3 characters and one space. And when you want to store it to a profil it is available for live time.
H.
I push the button on my Mankati, choose "Home all Axes", push an other time the button and all problems are solved.
If you are not too lazy, write the G 28 command in front of all other commands in the Tab SCRIPTS > Startcode, than the printhead is running first to its zero-positions and than it begins to heat.
What do you want to have more? Thats are 2 or 3 mouse-cklicks and typing 3 characters and one space. And when you want to store it to a profil it is available for live time.
H.
Re: start script not at the beginning
I also have a Dreamer, no problem with the start of printing.horst.w wrote:Be happy with Kiss, Slice3r, Cura and others!
I push the button on my Mankati, choose "Home all Axes", push an other time the button and all problems are solved.
If you are not too lazy, write the G 28 command in front of all other commands in the Tab SCRIPTS > Startcode, than the printhead is running first to its zero-positions and than it begins to heat.
What do you want to have more? Thats are 2 or 3 mouse-cklicks and typing 3 characters and one space. And when you want to store it to a profil it is available for live time.
H.
Exactly the G28 has been added to the script and it just does not work with a K8200.
You must read a message from the beginning before answering.
Re: start script not at the beginning
Cut and paste
or
send the command via the displays knob,
where is the problem ???
If you realy want a automatical command at first position, than use the post processing command " {PREPEND "G28\n"} "
Than the G28 occures in the first line of all, followed of lines of ;<text> what the firmware doesn't read.
*****
https://forum.simplify3d.com/viewtopic.php?f=8&t=1959
Below are the post-processing tools that also work in the post-processing box:
{REPLACE "E" "A"} - search and replace for the text within quotes, in this example every "E" character would be replaced with an "A" character
{PREPEND "G92 E0\n"} - prepends the specified text at the very beginning of the gcode file, note that the \n is converted into a true newline character, not two separate "\" and "n" characters
{APPEND "G28 X0 Y0\n"} - appends the specified text to the very end of the gcode file
{DELETE "M82\n"} - deletes every occurrence of the specified text from the gcode file, note that it will not automatically delete a line if it is suddenly empty after the deletion, so that is why you might want to include the \n at the end (so that the empty line is also removed)
{STRIP ";"} - completely deletes every line in the gcode file that begins with the specified text
{TOOL0REPLACE "E" "A"} and {TOOL1REPLACE "E" "B"} - these special TOOL#REPLACE commands will do a search and replace, very similar to the {REPLACE} command, however, the replace only occurs if the specified tool is active. For example, when using TOOL1REPLACE, the replacement will only occur if tool 1 was currently active at that line of the gcode file
or
send the command via the displays knob,
where is the problem ???
If you realy want a automatical command at first position, than use the post processing command " {PREPEND "G28\n"} "
Than the G28 occures in the first line of all, followed of lines of ;<text> what the firmware doesn't read.
*****
https://forum.simplify3d.com/viewtopic.php?f=8&t=1959
Below are the post-processing tools that also work in the post-processing box:
{REPLACE "E" "A"} - search and replace for the text within quotes, in this example every "E" character would be replaced with an "A" character
{PREPEND "G92 E0\n"} - prepends the specified text at the very beginning of the gcode file, note that the \n is converted into a true newline character, not two separate "\" and "n" characters
{APPEND "G28 X0 Y0\n"} - appends the specified text to the very end of the gcode file
{DELETE "M82\n"} - deletes every occurrence of the specified text from the gcode file, note that it will not automatically delete a line if it is suddenly empty after the deletion, so that is why you might want to include the \n at the end (so that the empty line is also removed)
{STRIP ";"} - completely deletes every line in the gcode file that begins with the specified text
{TOOL0REPLACE "E" "A"} and {TOOL1REPLACE "E" "B"} - these special TOOL#REPLACE commands will do a search and replace, very similar to the {REPLACE} command, however, the replace only occurs if the specified tool is active. For example, when using TOOL1REPLACE, the replacement will only occur if tool 1 was currently active at that line of the gcode file
Re: start script not at the beginning
Here is good information.
with {PREPEND "command \ n"} the command would be added at the very beginning of Gcode so my G28 will be well placed.
The link https://forum.simplify3d.com/viewtopic.php?f=8&t=1959 is interesting because I see that it is possible to use variables but it would be better to have this more detailed information in the guides. .
This gives me an answer to my typical G28 link https://forum.simplify3d.com/viewtopic.php?f=9&t=9124
I suppose it must be possible to link:
{PREPEND "command3 \ n"}
{PREPEND "command2 \ n"}
{PREPEND "command1 \ n"}
and that the generated Gcode would be so first:
command1
command2
command3
Thank you horst.w
For information on all my printers I work in standalone because the USB does not have a fixed rate, the latency between two commands can let out a surplus of filament which can have a non-negligible impact on the surface quality.
Even if it is not very long to modify each time a Gcode file, I did not see why I would have to do it with software of the price of S3D whereas on a free software the scripts of beginning are accessible.
Regarding the details of use of scripts, the lack of information on user guides forcing me to do research in TIPS / other thing I did not want to do with Kisslicer free version because of lack of time.
So in relation to the note of happiness with other slicers, there is joy in paying dearly and love. S3D does not give enough happiness compared to its price and as the love deserves one can be happy with kisslicer taking the time.
And if I had time I would not have paid for S3D ...
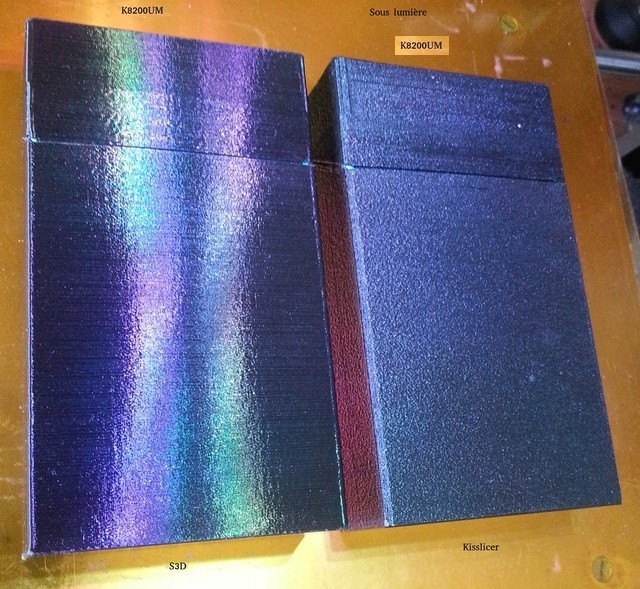
A comparative photo S3D / Kisslicer:
https://i11.servimg.com/u/f11/18/80/79/80/s3dvsk12.jpg
OK ?
The S3D forum is less responsive, I still have 2 other unanswered posts.
On the Kisslicer forum I even had answers in French my native language.
So for happiness with S3D, it is not yet here ...
with {PREPEND "command \ n"} the command would be added at the very beginning of Gcode so my G28 will be well placed.
The link https://forum.simplify3d.com/viewtopic.php?f=8&t=1959 is interesting because I see that it is possible to use variables but it would be better to have this more detailed information in the guides. .
This gives me an answer to my typical G28 link https://forum.simplify3d.com/viewtopic.php?f=9&t=9124
I suppose it must be possible to link:
{PREPEND "command3 \ n"}
{PREPEND "command2 \ n"}
{PREPEND "command1 \ n"}
and that the generated Gcode would be so first:
command1
command2
command3
Thank you horst.w
For information on all my printers I work in standalone because the USB does not have a fixed rate, the latency between two commands can let out a surplus of filament which can have a non-negligible impact on the surface quality.
Even if it is not very long to modify each time a Gcode file, I did not see why I would have to do it with software of the price of S3D whereas on a free software the scripts of beginning are accessible.
Regarding the details of use of scripts, the lack of information on user guides forcing me to do research in TIPS / other thing I did not want to do with Kisslicer free version because of lack of time.
So in relation to the note of happiness with other slicers, there is joy in paying dearly and love. S3D does not give enough happiness compared to its price and as the love deserves one can be happy with kisslicer taking the time.
And if I had time I would not have paid for S3D ...
A comparative photo S3D / Kisslicer:
https://i11.servimg.com/u/f11/18/80/79/80/s3dvsk12.jpg
{kind=link}
OK ?
The S3D forum is less responsive, I still have 2 other unanswered posts.
On the Kisslicer forum I even had answers in French my native language.
So for happiness with S3D, it is not yet here ...
Re: start script not at the beginning
@statis
"The S3D forum is less responsive, I still have 2 other unanswered posts.
On the Kisslicer forum I even had answers in French my native language.
So for happiness with S3D, it is not yet here ..."
I think you need to drop the attitude some, people ARE trying to help.
This is a USER forum and people respond voluntarily. No one is under any obligation to to help.
You keep complaining about G28 no running or being in the correct place in S3 but you still have not posted your START Script from S3D that I see.
"The S3D forum is less responsive, I still have 2 other unanswered posts.
On the Kisslicer forum I even had answers in French my native language.
So for happiness with S3D, it is not yet here ..."
I think you need to drop the attitude some, people ARE trying to help.
This is a USER forum and people respond voluntarily. No one is under any obligation to to help.
You keep complaining about G28 no running or being in the correct place in S3 but you still have not posted your START Script from S3D that I see.