[FIXED] Bridging and Perimeters Speed
Posted: Sun Dec 06, 2015 9:40 am
Hi,
I'm trying to fine tune my mendelmax 1.5 but still stuck with bridging and perimeters, bridge seem to print fine but perimeters does not
S3D 3.0.2
windows 10 64bit
My setting
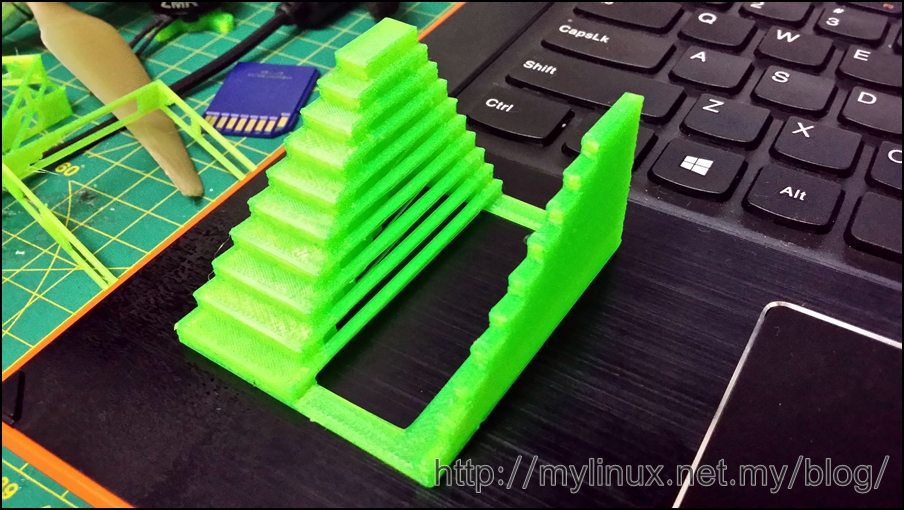
example:
A quote from https://jinschoi.github.io/simplify3d-docs/:
my slic3r setting: http://mylinux.net.my/blog/2014/06/16/r ... 3r-config/ which print this fine but failed with S3D
I'm trying to fine tune my mendelmax 1.5 but still stuck with bridging and perimeters, bridge seem to print fine but perimeters does not
S3D 3.0.2
windows 10 64bit
My setting
- s3d
- S3d
are the statement above still true? because it seem like itThe Bridging extrusion and speed multipliers make modifications to extrusion and speed during bridges. You may have to experiment with these to find a combination that works well for your printer. I have found a combination of slower speeds and slower extrusion aids with bridging, but your mileage may vary. There also appears to be a bug, where perimeters that are also part of a bridge are printed using the perimeter settings rather than the bridging settings.
my slic3r setting: http://mylinux.net.my/blog/2014/06/16/r ... 3r-config/ which print this fine but failed with S3D